Uma impressora é um periférico que, quando conectado a um computador ou a uma rede de computadores, tem a função de dispositivo de saída. Conforme o modelo, imprime textos e imagens em papéis, plásticos e outras superfícies através da fixação de diferentes tipos de tinta.
Já uma impressora 3D consegue criar um objeto físico tridimensional (com altura, largura e profundidade) usando uma matéria moldável sobre uma superfície. Por não necessitar do uso de moldes e permitir produzir formas que não são viáveis em outros métodos de produção, tem algumas vantagens em relação a outras tecnologias de fabricação.
A tecnologia foi desenvolvida na década de 80 para atender a demanda de prototipagem rápida. Chuck Hull, um engenheiro da Califórnia, fez uso da estereolitografia em 1984 no que viria a ser uma primeira versão. A estereolitografia usa processos fotoquímicos pelos quais a luz faz com que monômeros e oligômeros químicos se cruzem para formar polímeros. Basicamente, trata-se de uma impressora a laser de alta precisão para endurecer resinas sensíveis a luz.
Depois de patentear a invenção em 1986, Hull montou a fabricante de impressoras 3D Systems (ainda hoje referência no setor), que teve seu primeiro produto comercial lançado em 1988. Ele tornou-se um sucesso entre os fabricantes de automóveis, do setor aeroespacial e também entre as empresas que projetam equipamentos médicos. Com outras empresas e o consequente barateamento da tecnologia, seu uso tem ficado cada vez mais popular em diferentes áreas.
Em geral, as impressoras 3D trabalham como um injetor de matéria quente (um filamento plástico) ou emissão de luzes sobre um material moldável. Ou seja, basicamente existem os métodos aditivo (adiciona-se material nas regiões necessárias) e subtrativo (remove-se partes que não são utilizadas do material bruto). Dentre as tecnologias mais comuns, estão:
- Extrusão (FDM, Fused Deposition Modeling) – um extrusor libera camadas de um material plástico derretido via aquecimento, sendo o método mais barato e popular;
- Estereolitografia (SLA) – basicamente, é uma impressora a laser de precisão que endurece um tipo de resina que é sensível a luz, sendo boa para objetos físicos que precisam de algum acabamento;
- Processo de Luz Digital (DLP, Direct Light Processing) – similar às estereolitográficas, mas usa uma fonte de luz que não é laser para enrijecer material;
- Sintetização Seletiva a laser (SLS) – usam lasers muito potentes para criar formas em materiais de vidro, cerâmica, nylon e metais com alto consumo de energia, utilizando pó em vez de uma resina líquida.
Esses e outros tipos, com esquemas de funcionamento, podem ser vistos no site Printit3D – Tipos de impressoras 3D.
Modelagem
O primeiro passo da impressão 3D é o da modelagem. Um modelo pode ser criado através de um software, desenhando o objeto virtualmente, ou através de uma digitalização em 3 dimensões – um processo de análise e coleta de dados de objeto real, como sua forma e aparência. Os arquivos com os modelos podem ser criados através de um pacote CAD (“Computer Aided Design”) ou através de scanner 3D, que podem ser disponibilizados para download ou enviados diretamente para usuários.
O Tinkercad é uma ferramenta gratuita e online de design de modelos 3D em CAD, desenvolvida pela Autodesk, além de simulação de circuitos elétricos analógicos e digitais. Já o Thingiverse é um site dedicado ao compartilhamento de arquivos de design digital criados pelo usuário. Para instalação, um dos softwares livres que existem é o Freecad.
A modelagem é salva em um arguivo geralmente no formato STL (provavelmente uma sigla para “STereoLithography” ou de “Standard Triangle Language”), que usa uma série de triângulos vinculados para recriar a geometria de superfície de um modelo sólido. Em um arquivo STL, cada face do triângulo é descrita por uma direção perpendicular e três pontos que representam os cantos do triângulo. Ou seja, ele fornece uma listagem completa das coordenadas x, y e z desses cantos e perpendiculares. Quanto maior a resolução, maior o número de triângulos para replicar a superfície do modelo e maior o tamanho do arquivo.
Codificação para impressora
Para a impressão 3D, o arquivo STL tem de ser aberto em um software fatiador (“slicer”) dedicado, que é o software de impressão 3D que converte modelos digitais 3D em instruções de impressão para a sua impressora 3D criar um objeto. O slicer corta o seu arquivo STL em centenas (às vezes milhares) de camadas horizontais planas com base nas configurações que você escolher, e calcula a quantidade de material que sua impressora precisará para imprimir e quanto tempo levará para fazê-lo.
Todas essas informações são agrupadas em um arquivo código G (“GCode”), que é a linguagem interpretada pelo firmware da impressora. Este arquivo também contém outros comandos necessários para realizar a impressão, como velocidade e temperatura apropriados para o material, e o equipamento que será usado. As definições de slicer têm um impacto na qualidade da impressão, por isso é importante ter o software e as definições adequadas para obter a melhor qualidade de impressão possível.

Um dos softwares abertos para “fatiar” o modelo e criar o código G é o Cura. Dentre outras, estão o Repetier e o slic3r. Veja o trecho inicial do arquivo “.gcode” usado no exemplo desse post:
M190 S60.000000 M109 S215.000000 ;Sliced at: Sun 02-08-2020 14:09:01 ;Basic settings: Layer height: 0.2 Walls: 1.2 Fill: 20 ;Print time: 22 minutes ;Filament used: 1.258m 3.0g ;Filament cost: None ;M190 S60 ;Uncomment to add your own bed temperature line ;M109 S215 ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F9000 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F9000 ;Put printing message on LCD screen M117 Printing... ;Layer count: 225 ;LAYER:0 M107 G0 F9000 X83.900 Y76.400 Z0.300 ;TYPE:SKIRT G1 F1200 X96.100 Y76.400 E0.60866 G1 X96.100 Y103.600 E1.96567 G1 X83.900 Y103.600 E2.57433 G1 X83.900 Y76.400 E3.93135
Impressão via extrusão (FDM)
O computador envia as instruções para a impressora, que aquece a matéria-prima e começa a fabricar o modelo em uma pilha de camadas muito finas. Esse é o caso da FDM, que usam polímeros termoplásticos, geralmente comercializados em rolos e com espessuras entre 1,75 mm (o mais popular) e 3 mm. Esse filamento pode ser do tipo:
- PLA – termoplástico biodegradável derivado de recursos renováveis, como amido de milho, cana-de-açúcar, raízes de tapioca ou mesmo amido de batata, utilizado em suturas médicas e implantes cirúrgicos;
- ABS – usado amplamente na indústria na fabricação de tubos e componentes de automóveis;
- PETG – material excepcionalmente forte, ideal para os objetos que serão submetidos a tensões mecânicas.
Uma vez inserido na impressora e iniciado o processo, o filamento é derretido e expelido pelo extrusor. O dispositivo deposita sequencialmente o filamento em uma plataforma, com cabeças de injeção de um material adequado para cada tipo de objeto a fabricar. As camadas, que correspondem às seções transversais virtuais a partir do modelo de CAD, são unidas (ou fundidas) automaticamente para criar a forma final.
A principal vantagem desta técnica é a sua capacidade para criar praticamente qualquer forma ou característica geométrica. O tempo de impressão varia de acordo com o tamanho do produto desejado e complexidade de sua geometria: pode levar de poucos minutos a muitas horas.
Você pode instalar os softwares de modelagem (para gerar o arquivo STL) e de fatiamento (para gerar o código G), assim como adquirir uma impressora 3D e o filamento para criar seus objetos. No caso de serviços esporádicos, o mais comum é não fazer uso de todas as etapas, como baixar um arquivo já modelado ou contratar um serviço de impressão 3D em uma gráfica.
Exemplo de impressão 3D – Monolito
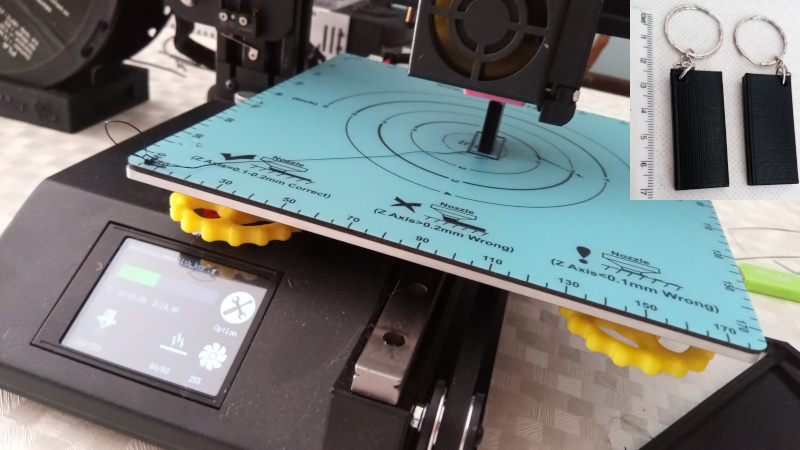
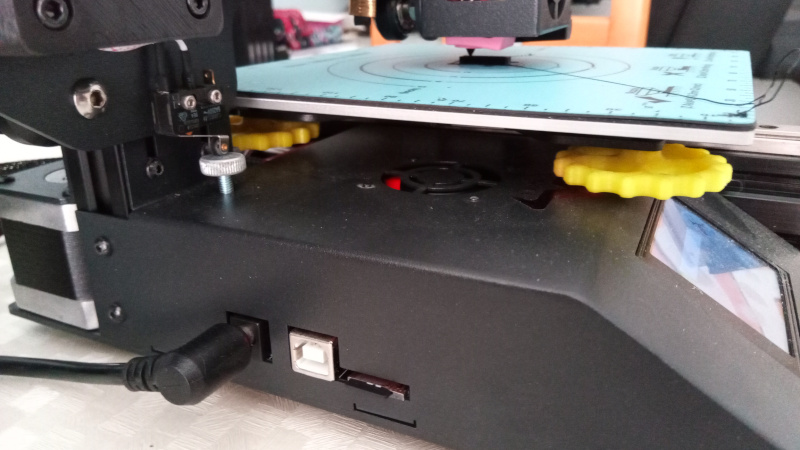
Foi utilizada uma impressora 3D (foto abaixo) gentilmente cedida pelo meu amigo Christophe, que me explicou todo o processo de funcionamento. Ela possui uma entrada para o filamento com motor, dois eixos para controle tridimensional da posição do extrusor, bandeja com resistências para aquecimento da base (“PCB Heated Bed”) e computador com tela LCD sensível ao toque para controle de funções.

O objeto escolhido para impressão tem seu arquivo disponibilizado no site Thingiverse: um monolito do filme 2001, que conta com um orifício para chaveiro. O arquivo é de formato STL e usa licença Creative Commons.
Para fatiamento, foi usado o software Cura. Além de carregar o arquivo baixado no programa, deve-se preencher especificações para uma boa impressão. Além da espessura do fio (1.75 mm de entrada e 0.4 mm de saída), deve-se informar a altura de cada camada (0.2 mm), velocidade de impressão (40 mm/s), temperatura de impressão (210°C) e da bandeja (60°C), fluxo (100%), velocidade de movimentação do extrusor nos eixos (150 mm/s), densidade, etc. A densidade (foi usada 20%) permite que o objeto tenha menos ou mais matéria, o que pode deixá-lo mais leve e com menor custo, porém menos resistente.
Com essas opções, aparece na tela uma estimativa de tempo (22 minutos) e de uso de material (1.26 metros ou 4 gramas). Depois, basta carregar o arquivo STL e mandar gravar o código G. Esse código deve ser enviado para a impressora, nesse caso, gravado em um dispositivo móvel (cartão SD) para inserção diretamente na impressora.
Foi utilizado filamento PLA de diâmetro 1.75 + 0.05 mm na cor preta, para extrusão entre 180 e 210°C, de um rolo com 1 kg. Ele deve ser acondicionado próximo à impressora, de modo que a tração do filamento pelo motor da impressora possa ocorrer livremente.

Ao ligar a impressora, deve-se tracionar o fio até que comece a sair o filamento aquecido – a ser retirado antes de começar a impressão. Também deve-se pré-aquecê-la (“preheat”) e adicionar o arquivo referente ao objeto a ser impresso. Quando a impressão for autorizada, o extrusor e a PCB devem aquecer até atingir a temperatura determinada pelo arquivo.
A impressão começa fazendo um quadrado maior ao redor da base, para delimitar e indicar a região inicial de trabalho. Caso alguma coisa esteja errada, é o momento de parar tudo e acertar antes de gastar o material. Quando terminar, bastam alguns segundos para que a peça esfrie e possa ser retirada.
Note que a posição com que a peça é orientada no projeto tem um forte impacto no trabalho final. A peça desse exemplo foi impressa na vertical de modo que a base, que costuma ser mais irregular, tenha a menor área possível, garantindo um resultado mais uniforme.
Fontes
- Tecnoblog – Como funciona uma impressora 3D
- Wikipedia – Impressão 3D
- SempreUpdate – O que é o formato de arquivo STL?

muito bem resumido, também existem outros tipos de filamentos com fibras de madeira, ou cobre, nylon, etc.
Obrigado, não conhecia essa variedade de filamentos. Esses dias vi uma notícia de uma casa que foi construída com impressão 3D. Já tinha visto barcos também construídos com essa técnica.